






































В сравнение с традиционния процес на прахова металургия, формоването на NdFeB има две основни характеристики ориентация на магнитното поле и защита от окисляване. Процесът на формоване определя геометрията, размера и ориентацията на магнита и е ключова връзка в подготовката на синтерован NdFeB. Формоването обикновено се разделя на две категории: сухо пресоване и мокро пресоване.
1. Мокро формоване
Процесът на мокрото формоване се използва широко във функционалната керамика и други области. През 2001 г. Hitachi използва минерално масло като разтворител и добавя повърхностно активното вещество метил олеат, за да подготви магнит с висока производителност с Br=1.46 T (14,6 kG) и 1,20 MA/m (15,1 kOe). Смазващият ефект на органичните реагенти може да подобри течливостта и ориентацията на праха, като по този начин се приготвя компакт с висока еднородност. Процесът на мокрото формоване обаче е сложен и изключително неефективен. Голямото количество разтворител, освободен по време на процеса на синтероване, ще повреди вакуумната система, а остатъчният въглерод също ще повлияе на работата на магнита, така че методът на мокрото формоване постепенно се изоставя.
2. Сухо формоване
След години на практика и усъвършенстване от практикуващите магнитни материали, сухото формоване се превърна в предпочитан метод за широкомащабно масово производство. Магнитният прах е ориентиран от магнитно поле в кухина на матрица с определена форма и инденторът е затворен, за да завърши налягането. Въпреки това, с увеличаване на плътността на зеленото тяло, ориентацията неизбежно ще бъде разрушена. Сухото формоване може да бъде разделено на паралелно пресоване и вертикално пресоване според съответната връзка между посоката на магнитното поле и посоката на пресоване. Методът на вертикално пресоване е по-широко използван, тъй като причинява по-малко увреждане на ориентацията на праха. В Китай често се използва двуетапен метод на пресоване, т.е. зелената компактна плътност се пресова до 3.8-4.1g/cm3 и след това се използва равно намаляване на налягането (около 180MPa) за увеличаване на зелената компактна плътност (около 4,5 g/cm3), без да се разрушава съществуващото ниво на ориентация. По този начин могат да се изпробват различни видове форми, като автоматични форми и комбинирани форми, с висока производствена ефективност и стабилна производителност. Въпреки това методите на вертикално пресоване, изостатично пресоване, последващо смилане и обработка на нарязване имат следните недостатъци:
(1) Поради ограничението на степента на деформация на заготовката и оксидния слой, допускът за обработка на заготовката е голям и степента на добив е ниска;
(2) Методът на вторично пресоване изисква вакуумно запечатване след зеленото тяло, което има дълъг цикъл на процеса и ниска степен на автоматизация;
(3) Степента на ориентация все още ще бъде повредена по време на процеса на затваряне на формата и пресоване.
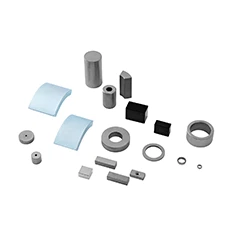
Основните насоки за подобрение в момента са: първо, да се отмени изостатичното пресоване и да се реализира автоматизирано производство от формоване до синтероване; второ, да се използва формоване без налягане и други методи за допълнително подобряване на степента на ориентация; в допълнение, за плочки, пръстеновидни, тънки листове и различни сложни форми, продуктът е разработил почти нетен процес на формоване и процес на формоване без обработка за директно производство на продукти, които са равни или близки до формата на крайния продукт.
1. Еднократен процес на формоване
Чрез увеличаване на налягането на формовъчната преса, плътността на зеленото тяло се увеличава до над 4,2g/cm3, като по този начин се елиминира изостатичното пресоване. След като бъде пресована от напълно автоматичната преса за формоване, тя автоматично се подрежда в кутията за синтероване от робот и се транспортира през запечатан канал, защитен с инертен газ. Към пещта за непрекъснато синтероване, пещта се влиза през шибъра, което реализира автоматизирано производство и намалява разходите за труд. Целият процес се извършва в среда с ниско съдържание на кислород, което е благоприятно за стабилността на процеса и производителността.
2. Формоване без налягане

За да се елиминира увреждането на степента на ориентация по време на процеса на формоване, ориентацията се извършва в разхлабено състояние или състояние на микроналягане, а формата се използва за синтероване под вакуум или под високо налягане. Този метод има високи изисквания към материала на матрицата, магнитната пропускливост и грапавостта на стените на вътрешната кухина. Въпреки това, тъй като междината на праха е твърде голяма, е трудно да се уплътни единствено чрез капилярно действие по време на процеса на синтероване и е лесно да се свие и деформира.
3. Формоване на гумено фолио с импулсно магнитно поле с изостатично налягане
Гумената форма, пълна с магнитен прах, се поставя в металната форма. Чрез ориентацията на импулсното магнитно поле металният индентор компресира гумения филм и магнитния прах. Поради ограничаването на кухината на металната форма, гумената форма се разширява към вътрешната кухина и прилага своето изостатично налягане върху праха. На пробата, тъй като няма относително движение между вътрешната стена на кухината на формата и праха, ориентацията се поддържа добре. Въпреки това, поради разликата в твърдостта и модула на Юнг между гуменото фолио и стоманената форма, компактът е склонен към неравномерна деформация.
4. Процес на формоване близо до мрежата (пресоване на едно парче)
Ориентацията на магнитното поле на паралелната преса есъщата като посоката на пресоване, така че степента на увреждане на ориентацията е много по-висока от тази при вертикалната преса. Освен това, поради ограничението на размера на ориентационния полюс, зоната за пресоване на продукта е по-малка. Въпреки това, поради предимствата на захранването и ориентацията, методът на паралелно пресоване може да формира и пресова цилиндрични, кръгли, специални оформени и единични продукти с едно движение. Има висока точност на пресоване и добра последователност на магнитните свойства, което намалява допустимото количество за обработка и подобрява степента на използване на материала. Процесът на пресоване на едно парче обаче има по-високи изисквания към течливостта на праха, пресата (точност на сервоуправление, размер и еднородност на магнитното поле, автоматично разпределение на праха и т.н.), матрицата и процеса на синтероване.