






































Тъй като различните материали от различни магнити производственият процес също е различно. Много Електромагнити са направени от стандартни металолеене технологии. Гъвкави постоянен магнит се формира в пластмасови екструдиране процес. По време на процеса материалът е смесени, топъл и принуден през оформен отвор под налягане.
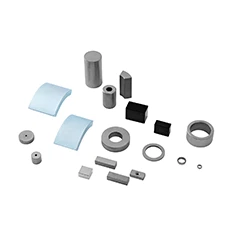
Подобрена праховата металургия процес се използва да формират някои магнити, в която фин прах метал е подложен на натиск, топлина и магнитна сила да формират крайния магнит. Това е типичен праховата металургия процес за производство на постоянни магнити NdFeB с напречно сечение от около 3-10 квадратни инча (20 ~ 65 кв. см):
1. подготовка на метален прах
Парно подходящо количество от неодим, желязо и бор във вакуум. Вакуум предотвратява всякакви химически реакции между въздуха и разтопен материали, които могат да замърсят окончателно метална сплав.
След като метала се охлажда и втвърдени, то ще бъде разбит и разби на малки парчета. След това малки парчета са земята в фини прахове в топкова мелница.
2. натискане
Метален прах се поставя в мухъл, с нейната дължина и ширина (или диаметър, кръгли магнита) като завършен магнит. Магнитна сила се прилага към прах материал да се направи на прах, частици организира спретнато. В същото време магнитната сила се прилага, прахът е уплътнен с хидравлична или механична уплътняване от отгоре и отдолу и го компресира до около 0.125 инча (0,32 сантиметри) на крайния очакван дебелина. Типичните налягане е около 10000 psi до 15000 psi (70 MPa до 100 МРа). Някои форми са пресовани в форма чрез поставяне на прах материали в контейнер, гъвкав, херметични, вакуум и с помощта на течност или газ под налягане. Това е така наречената изостатично налягане.
3. Парно
Премахване на компресирани гола на мухъл и го сложи в пещта. Процесът на конвертиране сгъстен прах метал в разтопен твърди метал се нарича синтероване. Този процес обикновено се състои от три етапа. В първия етап компресиран материал се нагрява при ниска температура да се бавно drive всякаква влага или други замърсители, които може да се закрепва в процеса на екструзия. Във втория етап температурата се повиши до около 70 % - 90 % от метална сплав на топене и остава там за няколко часа или дни, за да позволи малки частици да се слеят. Накрая материалът се охлажда бавно от контролирана температура на допълнителните стъпки.
4. отгряване
Спечени материали са след това подложени на втората контролирано отопление и охлаждане процеси, известен като отгряване. Този процес елиминира всякаква остатъчна подчертава в материала и го укрепва.
5. довършителни
Материалът след изпичане е много близо до необходимата форма и размер. Тази ситуация се нарича "близо до Нет" форма. Процеса на окончателно премахва излишната материали и произвежда гладки повърхности, когато е необходимо. Тогава осигури защитно покритие за материала за запечатване на повърхността.
6. намагнитване
Досега материал е само едно парче метал компресирани и разтопи. Дори ако тя е подложена на магнитна сила по време на пресоване процес, силата не хипнотизирам материала, то само определя на пудрата частици в един ред. За да го превърне в магнит, чипът се поставя между полюсите на електромагнит много силна и ориентирани в посоката, изисква намагнитване. Тогава електромагнитни желязо е електрифицирана за определен период от време. Магнитни сили организира атоми или магнитни домейни в материал в силен постоянен магнит.